挠性线路板外形加工简述
随着电子技术的飞速发展,挠性线路板的应用领域越来越来广泛,这是因为它有着显著的优越性。结构灵活、体积小、重量轻,除了能够静态挠曲外,还能作动态挠曲、卷曲和折叠等,大大提高了电路设计和机械结构设计的自由度和灵活性。挠性线路板的生产加工工艺比较复杂,简单来说是通过露光、现像、蚀刻等工艺在以聚酰亚胺为基材的覆铜板上将导体铜形成线路,再通过物理机械方法加工得到外形。通常在批量生产的情况下,外形加工采用精密金属模冲压的方法。模具加工的方式不但能够提高劳动生产性,降低生产成本,而且能够保证产品外形要求的精度,保证加工的信赖性。
模具分类:加工外形经常使用的模具类型有落料型、复合型。
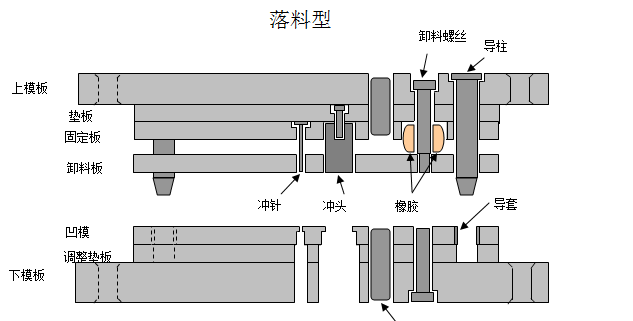
落料型
冲头安装在上模,冲下的废料通过下模排出 。冲压时,凸模下降,切入材料,与凹模形成挤压剪切。
落料模主要用于电镀连线的冲断、端子部的加工以及产品上较大的开口成形等。
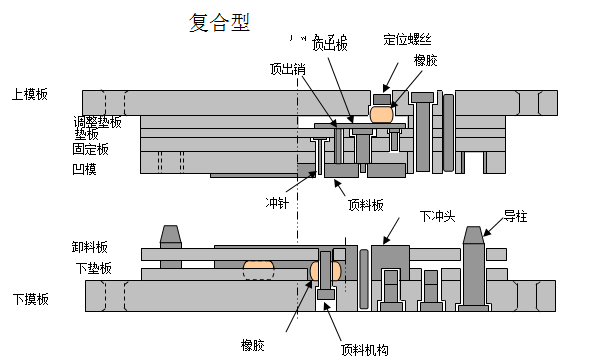
复合型
大冲头在下模,小冲头在上模,冲压之后,产品与废料仍然留在下模上,小孔的废料通过下模排出。
复合模主要加工软板的外形,并且能够同时加工产品内的小孔。
安装方式:实际生产中,产品的种类繁多,需要经常变换不同的品种进行生产。为了能够快速地切换,缩短非生产的时间,可以采用QDC方式的模具。
所谓QDC,即 Quick Die Change ,称为快速交换装置。模具不是直接安装在冲床上,而是安装在模架上。模架是为了装卸方便而根据模具的结构特别设计的,对于所有的QDC型的模具来说,模架是通用的。通常模架事先固定在冲床上,安装模具的时候,只要将模具提起推入模架中即可,同时旋转锁紧装置,使模具不能移动。同样,拆卸模具的时候,只要松开锁紧装置,就可以拉出模具。所以,QDC型的模具安装拆卸都是非常方便的,即省时又省力。
模具结构
对于软板来说,端子部(即接插件部)毛边方向如下图所示。如果导体面有毛边的话,在以后的使用过程中容易引起短路。
外形拐角处加圆
由于软板在使用的过程中经常会被折曲、引拉、弯曲等,因此为了避免拐角处产生开裂的现象,外形拐角处要加圆角。
设计时,尽量放大圆角的半径,可以减小开裂产生的可能性。
线切割加工中使用的铜丝最小直径为0.15mm,因此所能加工的最小圆角半径为0.1。
最小加工孔径
无补强板的部位 a≧0.3 b≧1.0 c≧0.6 d≧0.6
有补强板的部位 a≧0.35+t/3 b≧1.0+t/3 c≧0.6+t/3 a≧0.6+t/3
* t为补强板的厚度
无补强板的部位 a≧0.5 b≧0.7 c≧1.0
有补强板的部位 a≧0.5+t/3 b≧0.7+t/3 c≧1.0+t/3
* t为补强板的厚度
小孔之间的距离小于同副模具同次加工的最小距离,采用跳步模加工
或使用不同模具加工时(精度为±0.15)
无补强板的部位 a≧0.25 b≧0.25 c≧0.25
有补强板的部位 a≧0.25+t/3 b≧0.25+t/3 c≧0.25+t/3
* t为补强板的厚度
如果使用跳步模或两副模具加工距离很近的小孔和外形,尺寸的精度会降低,所以设计的时候要注意这一问题。
打痕避让区间
为了防止产生打痕,如果产品上贴有厚度0.2mm以上的补强板时,模具的相应位置应该做出避让,避让深度根据补强板厚度及产品的实际情况做调整。
同样的,对于产品上搭载部品的区域以及碳粉印刷部等有一定厚度的区域都要作出打痕避让。
模具使用常见问题与解决方法:1.加工软板,比较容易产生的不良为毛边,造成外形不良,容易在使用过程中引起短路。●由于凹、凸模间隙过小,造成在凸模和凹模两侧产生裂纹而不重合断面两端发生两次挤压剪切;或者凹、凸模间隙过大,当凸模下降时,裂纹发生晚,像撕裂那样完成剪切,造成裂纹不重合。解决这两类问题的方法为合理选择凹、凸模的冲裁间隙。这样的冲裁剪切介于挤压和拉伸之间,当凸模切入材料时,刃口部形成楔子,使板材产生近于直线形的重合裂纹。并且确保凹、凸模的垂直同心度,使配合间隙均匀。确保模具安装垂直平稳。
刃口磨损或出现圆角与倒角,刃口未起到楔子的分割作用,整个断面产生不规则的撕裂。及时对凹、凸模刃口所产生的圆角或倒角进行整修,就能避免这类问题的产生。
2.补强板外形及内孔周围分层泛白,有白化现象。
凹、凸模冲裁间隙不适当或凹模刃口变钝。冲孔时,被冲板材难以在凹模刃口处形成剪切裂口。因此合理扩大凹、凸模冲裁间隙并且及时修复变钝的凹模刃口都是有效的改善方法。
如果补强板的材料为玻璃布基材环氧树脂板或纸基材酚醛树脂板时,由于厚度的关系及材料的因素,补强板冲裁性能差。如果在冲裁前没有进行预热处理会造成白化现象。因此设置一个合理的预热温度,将补强板预热之后进行冲压是必要的。
压料力小也会造成白化,因此装配时调整适当的压料力也很重要。
3.补强板孔与孔之间裂纹
由于孔壁太薄,冲孔时的径向挤压力超过补强板的孔壁强度,因此造成裂纹。产品上的孔距设计要合理,孔壁不应小于补强板厚度。
相邻很近的两孔不是同时冲出,后冲的孔当凸模进入板材时,由于孔壁太薄而被挤裂。因此应该将相邻较近的孔用一副模具同时冲出,可以把相邻很近的两个凸模,做成相差 0.5mm的不同长度,使小面积范围内较集中的冲裁力瞬时分散。
4.废料上跳,有时部份废料在冲孔时不是往下掉,而是向上跳;有的进入工件孔内,还需人工清除;有的跳在下模上面,造成打痕,影响冲压工作正常进行。
这是由于凹模间隙过大,而且落料不畅通,当凸模退出凹模卸料时,废料随之上跳。其实减小凹、凸模的间隙,扩大落料孔,就可以防止这种现象产生。
凹模孔有倒锥,冲孔废料难以下落,反而随着凸模退出凹模时向上跳。因此要及时修整凹模孔的倒锥。
5.废料堵塞
这是由于凹模刃口太高、造成废料积存太多。因此降低凹模刃口,使之在0.2mm之间即可减少废料积存的个数。
凹模落料孔太小或刃口部有倒锥以及孔壁太粗糙。当凹模孔小于φ0.2mm ,落料孔最好做成圆锥孔,当凹模孔大于φ 0.2mm时,落料孔可做成直孔,凹模刃口高度部分不能有倒锥。
下垫板上无导料孔,当废料从凹模孔内落下时,不能顺利的进入下面的落料孔。所以凹模支承杆和下模座的去撑筋要有足够的斜度或落料通道,使废料顺利地漏下,不致于堆积和堵塞。
模具分类:加工外形经常使用的模具类型有落料型、复合型。
落料型
冲头安装在上模,冲下的废料通过下模排出 。冲压时,凸模下降,切入材料,与凹模形成挤压剪切。
落料模主要用于电镀连线的冲断、端子部的加工以及产品上较大的开口成形等。
复合型
大冲头在下模,小冲头在上模,冲压之后,产品与废料仍然留在下模上,小孔的废料通过下模排出。
复合模主要加工软板的外形,并且能够同时加工产品内的小孔。
安装方式:实际生产中,产品的种类繁多,需要经常变换不同的品种进行生产。为了能够快速地切换,缩短非生产的时间,可以采用QDC方式的模具。
所谓QDC,即 Quick Die Change ,称为快速交换装置。模具不是直接安装在冲床上,而是安装在模架上。模架是为了装卸方便而根据模具的结构特别设计的,对于所有的QDC型的模具来说,模架是通用的。通常模架事先固定在冲床上,安装模具的时候,只要将模具提起推入模架中即可,同时旋转锁紧装置,使模具不能移动。同样,拆卸模具的时候,只要松开锁紧装置,就可以拉出模具。所以,QDC型的模具安装拆卸都是非常方便的,即省时又省力。
模具结构
|
|
对于软板来说,端子部(即接插件部)毛边方向如下图所示。如果导体面有毛边的话,在以后的使用过程中容易引起短路。
外形拐角处加圆
由于软板在使用的过程中经常会被折曲、引拉、弯曲等,因此为了避免拐角处产生开裂的现象,外形拐角处要加圆角。
设计时,尽量放大圆角的半径,可以减小开裂产生的可能性。
线切割加工中使用的铜丝最小直径为0.15mm,因此所能加工的最小圆角半径为0.1。
最小加工孔径
无补强板的部位 a≧0.3 b≧1.0 c≧0.6 d≧0.6
有补强板的部位 a≧0.35+t/3 b≧1.0+t/3 c≧0.6+t/3 a≧0.6+t/3
* t为补强板的厚度
最小加工孔的间隔
无补强板的部位 a≧0.5 b≧0.7 c≧1.0
有补强板的部位 a≧0.5+t/3 b≧0.7+t/3 c≧1.0+t/3
* t为补强板的厚度
小孔之间的距离小于同副模具同次加工的最小距离,采用跳步模加工
或使用不同模具加工时(精度为±0.15)
无补强板的部位 a≧0.25 b≧0.25 c≧0.25
有补强板的部位 a≧0.25+t/3 b≧0.25+t/3 c≧0.25+t/3
* t为补强板的厚度
如果使用跳步模或两副模具加工距离很近的小孔和外形,尺寸的精度会降低,所以设计的时候要注意这一问题。
打痕避让区间
为了防止产生打痕,如果产品上贴有厚度0.2mm以上的补强板时,模具的相应位置应该做出避让,避让深度根据补强板厚度及产品的实际情况做调整。
同样的,对于产品上搭载部品的区域以及碳粉印刷部等有一定厚度的区域都要作出打痕避让。
模具使用常见问题与解决方法:1.加工软板,比较容易产生的不良为毛边,造成外形不良,容易在使用过程中引起短路。●由于凹、凸模间隙过小,造成在凸模和凹模两侧产生裂纹而不重合断面两端发生两次挤压剪切;或者凹、凸模间隙过大,当凸模下降时,裂纹发生晚,像撕裂那样完成剪切,造成裂纹不重合。解决这两类问题的方法为合理选择凹、凸模的冲裁间隙。这样的冲裁剪切介于挤压和拉伸之间,当凸模切入材料时,刃口部形成楔子,使板材产生近于直线形的重合裂纹。并且确保凹、凸模的垂直同心度,使配合间隙均匀。确保模具安装垂直平稳。
刃口磨损或出现圆角与倒角,刃口未起到楔子的分割作用,整个断面产生不规则的撕裂。及时对凹、凸模刃口所产生的圆角或倒角进行整修,就能避免这类问题的产生。
2.补强板外形及内孔周围分层泛白,有白化现象。
凹、凸模冲裁间隙不适当或凹模刃口变钝。冲孔时,被冲板材难以在凹模刃口处形成剪切裂口。因此合理扩大凹、凸模冲裁间隙并且及时修复变钝的凹模刃口都是有效的改善方法。
如果补强板的材料为玻璃布基材环氧树脂板或纸基材酚醛树脂板时,由于厚度的关系及材料的因素,补强板冲裁性能差。如果在冲裁前没有进行预热处理会造成白化现象。因此设置一个合理的预热温度,将补强板预热之后进行冲压是必要的。
压料力小也会造成白化,因此装配时调整适当的压料力也很重要。
3.补强板孔与孔之间裂纹
由于孔壁太薄,冲孔时的径向挤压力超过补强板的孔壁强度,因此造成裂纹。产品上的孔距设计要合理,孔壁不应小于补强板厚度。
相邻很近的两孔不是同时冲出,后冲的孔当凸模进入板材时,由于孔壁太薄而被挤裂。因此应该将相邻较近的孔用一副模具同时冲出,可以把相邻很近的两个凸模,做成相差 0.5mm的不同长度,使小面积范围内较集中的冲裁力瞬时分散。
4.废料上跳,有时部份废料在冲孔时不是往下掉,而是向上跳;有的进入工件孔内,还需人工清除;有的跳在下模上面,造成打痕,影响冲压工作正常进行。
这是由于凹模间隙过大,而且落料不畅通,当凸模退出凹模卸料时,废料随之上跳。其实减小凹、凸模的间隙,扩大落料孔,就可以防止这种现象产生。
凹模孔有倒锥,冲孔废料难以下落,反而随着凸模退出凹模时向上跳。因此要及时修整凹模孔的倒锥。
5.废料堵塞
这是由于凹模刃口太高、造成废料积存太多。因此降低凹模刃口,使之在0.2mm之间即可减少废料积存的个数。
凹模落料孔太小或刃口部有倒锥以及孔壁太粗糙。当凹模孔小于φ0.2mm ,落料孔最好做成圆锥孔,当凹模孔大于φ 0.2mm时,落料孔可做成直孔,凹模刃口高度部分不能有倒锥。
下垫板上无导料孔,当废料从凹模孔内落下时,不能顺利的进入下面的落料孔。所以凹模支承杆和下模座的去撑筋要有足够的斜度或落料通道,使废料顺利地漏下,不致于堆积和堵塞。
- 上一篇:CNC加工中心操作常识 2013/9/8
- 下一篇:丝锥、钻头断在孔里了,如何搞定?来看看这25个方法! 2013/9/8